隨著全球能源結(jié)構(gòu)向綠色低碳轉(zhuǎn)型加速,以風(fēng)電、光伏為代表的新能源裝機(jī)容量持續(xù)攀升。新能源固有的間歇性、波動性和隨機(jī)性,給電網(wǎng)的穩(wěn)定運行與高效消納帶來了嚴(yán)峻挑戰(zhàn)。在此背景下,“源網(wǎng)荷儲充一體化”作為一項創(chuàng)新的能源系統(tǒng)集成模式應(yīng)運而生,它通過先進(jìn)的信息技術(shù)深度融合發(fā)電、電網(wǎng)、負(fù)荷、儲能與充電設(shè)施,構(gòu)建起一個靈活互動、智能協(xié)同的能源生態(tài)系統(tǒng),成為破解新能源消納難題、提升能源利用效率的關(guān)鍵智能化解決方案。
一、核心內(nèi)涵:五大要素的協(xié)同與優(yōu)化
“源網(wǎng)荷儲充一體化”并非簡單地將五個環(huán)節(jié)疊加,而是旨在實現(xiàn)其間的深度耦合與智能互動。
- “源”:指包括集中式與分布式光伏、風(fēng)電等在內(nèi)的多元化清潔能源,是系統(tǒng)的電力來源。
- “網(wǎng)”:指輸配電網(wǎng),作為電力輸送與分配的物理載體,需要具備更強(qiáng)的柔性、自適應(yīng)和互動能力。
- “荷”:指各類電力用戶及其負(fù)荷,既包括傳統(tǒng)工業(yè)、商業(yè)與居民負(fù)荷,也涵蓋電動汽車、數(shù)據(jù)中心等新型可調(diào)節(jié)負(fù)荷。
- “儲”:指電化學(xué)儲能、抽水蓄能等多種形式的儲能設(shè)施,扮演著“穩(wěn)定器”和“緩沖池”的角色,平抑波動、削峰填谷。
- “充”:特指電動汽車充電網(wǎng)絡(luò),它既是重要的新型負(fù)荷,也可在車網(wǎng)互動(V2G)模式下成為分布式移動儲能單元。
一體化的核心在于通過智能化手段,將上述要素從傳統(tǒng)的“源隨荷動”單向模式,轉(zhuǎn)變?yōu)椤霸淳W(wǎng)荷儲充”動態(tài)平衡、雙向互動的智能模式。
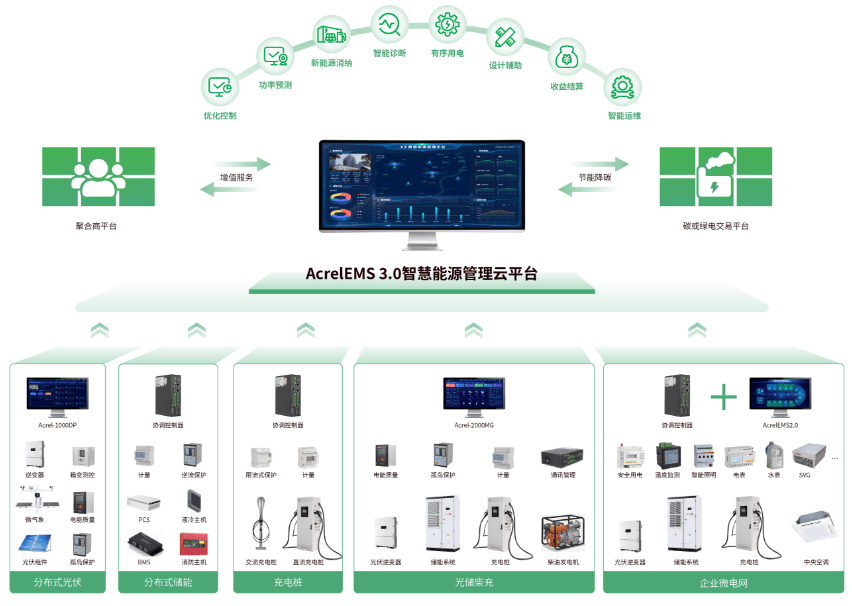
二、信息系統(tǒng)集成服務(wù):一體化落地的“智慧大腦”
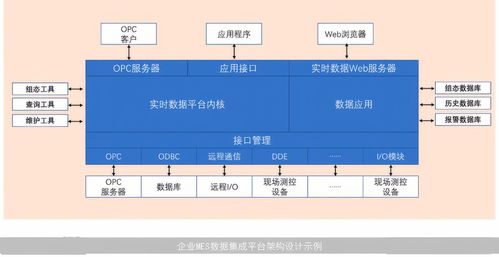
實現(xiàn)“源網(wǎng)荷儲充”高效協(xié)同,離不開強(qiáng)大、精準(zhǔn)的信息系統(tǒng)集成服務(wù)作為技術(shù)支撐。這套系統(tǒng)如同整個能源生態(tài)的“智慧大腦”,其關(guān)鍵作用體現(xiàn)在:
- 全景感知與數(shù)據(jù)融合:通過物聯(lián)網(wǎng)(IoT)、智能傳感等技術(shù),實時采集發(fā)電功率、電網(wǎng)狀態(tài)、負(fù)荷需求、儲能充放電狀態(tài)、充電樁使用情況等海量數(shù)據(jù),形成全域、全時、全要素的能源數(shù)據(jù)視圖。
- 智能預(yù)測與優(yōu)化決策:運用大數(shù)據(jù)分析與人工智能算法,對新能源出力、負(fù)荷需求(尤其是可調(diào)節(jié)負(fù)荷)進(jìn)行高精度短期與超短期預(yù)測。基于預(yù)測結(jié)果和實時數(shù)據(jù),以系統(tǒng)運行經(jīng)濟(jì)性、安全性、低碳性等多目標(biāo)為優(yōu)化方向,進(jìn)行協(xié)同調(diào)度決策。
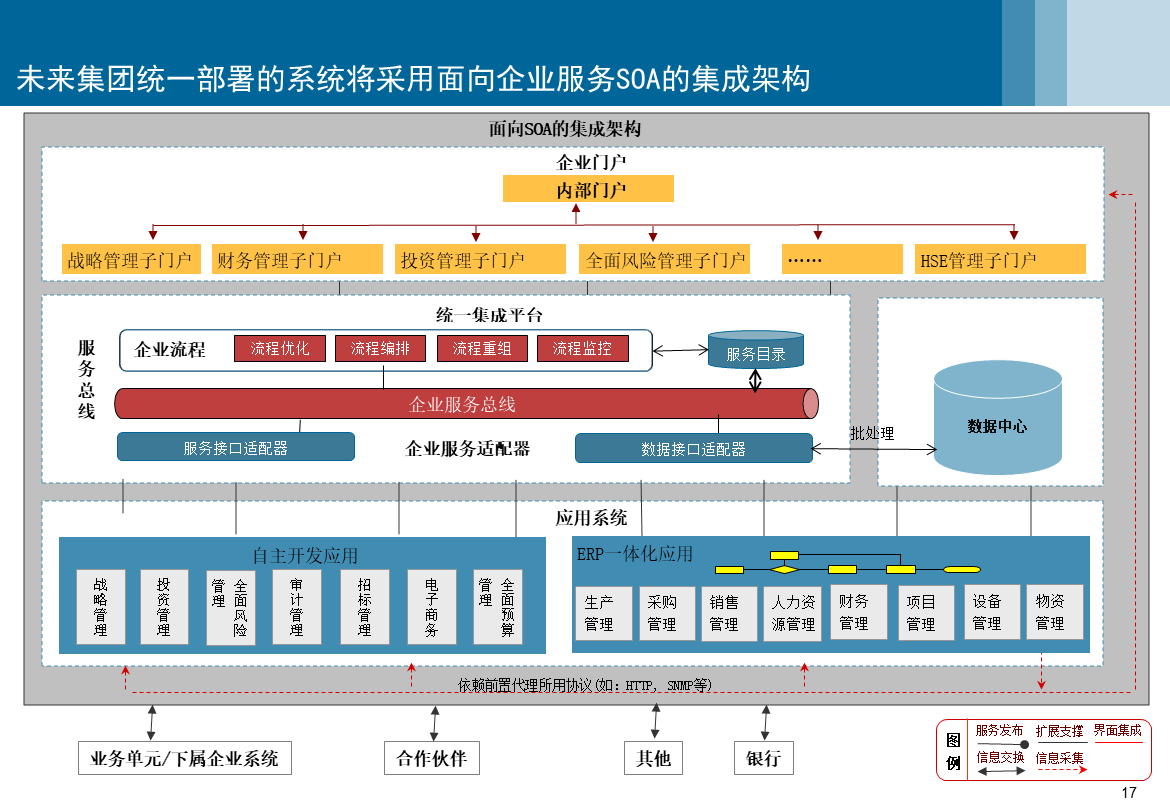
- 協(xié)同控制與自動執(zhí)行:通過能源管理系統(tǒng)(EMS)、虛擬電廠(VPP)平臺、需求側(cè)響應(yīng)(DR)系統(tǒng)等,將優(yōu)化指令下發(fā)至各類可控資源,如調(diào)節(jié)儲能充放電、引導(dǎo)柔性負(fù)荷錯峰、啟動V2G放電等,實現(xiàn)毫秒級到分鐘級的快速響應(yīng)與精準(zhǔn)控制。
- 市場交易與價值實現(xiàn):集成電力市場交易功能,使分布式電源、儲能、可調(diào)節(jié)負(fù)荷等能夠以聚合形式參與電力現(xiàn)貨、輔助服務(wù)等市場,通過市場化手段發(fā)現(xiàn)價格、獲取收益,激發(fā)各參與主體的積極性。
- 平臺化服務(wù)與生態(tài)構(gòu)建:構(gòu)建開放、共享的一體化運營服務(wù)平臺,為發(fā)電企業(yè)、電網(wǎng)公司、能源服務(wù)商、電動車用戶等多方主體提供監(jiān)測、分析、交易、運維等綜合服務(wù),促進(jìn)能源產(chǎn)業(yè)生態(tài)的繁榮發(fā)展。
三、帶來的多重價值
實施“源網(wǎng)荷儲充一體化”并配以高水平信息系統(tǒng)集成服務(wù),能夠產(chǎn)生顯著的綜合效益:
- 提升新能源消納水平:通過“儲”的調(diào)節(jié)和“荷”的響應(yīng),有效平抑新能源出力波動,減少棄風(fēng)棄光,提高本地消納比例。
- 增強(qiáng)電網(wǎng)安全韌性:優(yōu)化潮流分布,緩解局部阻塞,提供調(diào)峰、調(diào)頻等輔助服務(wù),提升電網(wǎng)應(yīng)對突發(fā)事件和接納高比例新能源的能力。
- 降低用戶用能成本:引導(dǎo)用戶參與需求響應(yīng),利用峰谷價差和市場化收益,降低整體用電費用。電動汽車用戶也可通過V2G獲取額外收益。
- 促進(jìn)節(jié)能減排:最大化利用清潔能源,減少對化石能源的依賴,助力“雙碳”目標(biāo)實現(xiàn)。
- 培育新業(yè)態(tài)新模式:催生虛擬電廠、綜合能源服務(wù)、綠色電力交易等新商業(yè)模式,驅(qū)動能源產(chǎn)業(yè)數(shù)字化、智能化升級。
結(jié)論
“源網(wǎng)荷儲充一體化”代表了未來能源系統(tǒng)發(fā)展的必然趨勢,是實現(xiàn)高比例新能源消納和新型電力系統(tǒng)建設(shè)的重要路徑。而先進(jìn)、可靠的信息系統(tǒng)集成服務(wù),則是將這一理念轉(zhuǎn)化為現(xiàn)實生產(chǎn)力的關(guān)鍵使能技術(shù)。隨著物聯(lián)網(wǎng)、人工智能、區(qū)塊鏈、5G等技術(shù)的進(jìn)一步成熟與融合,“源網(wǎng)荷儲充一體化”系統(tǒng)將更加智能、高效、開放,為構(gòu)建清潔低碳、安全高效的現(xiàn)代能源體系提供堅實支撐。